Tras un análisis de causas raíz, más del 80 % de los fallos de calidad de las tiras de ruptura térmica del sector, como burbujas internas, porosidad en las caras extremas, fisuras durante el montaje, deformación a largo plazo, deterioro por envejecimiento térmico y dimensiones inestables, se deben a un secado deficiente. Muchos fabricantes solo prestan atención a procesos visibles como la extrusión, conformado y corte, y descuidan el secado, una etapa previa oculta. Creen que una humedad leve no afecta el rendimiento del producto. Sin embargo, el secado insuficiente en tiras de PA66 genera defectos de fabricación irreversibles, deteriora sus propiedades internas y origina problemas consecutivos en proyectos de puertas y ventanas. El presente documento detalla los defectos derivados del mal secado, sus graves consecuencias y soluciones de control refinado durante todo el proceso, aportando referencias prácticas para optimizar procedimientos y reducir pérdidas industriales.
I. Cuatro defectos típicos de producto originados por un secado insuficiente
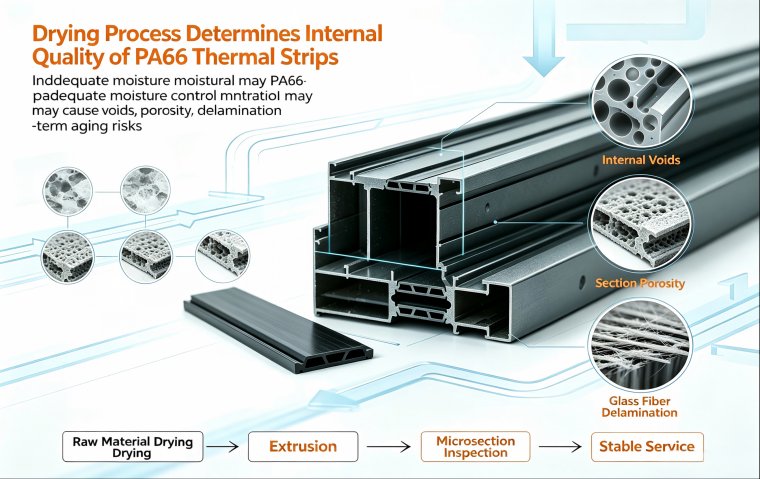
Defectos de burbujas internas y porosidad microporosa
La deshumidificación incompleta de la materia prima hace que la humedad residual se vaporice al instante bajo las altas temperaturas de extrusión superiores a 260℃, generando gran cantidad de poros minúsculos en el interior del material fundido. Estos poros distribuidos de forma compacta son muy ocultos y no se pueden observar a simple vista; únicamente se aprecian las estructuras porosas tras seccionar la pieza, lo que disminuye directamente la compacidad y resistencia estructural del material.
Defectos de mezcla irregular del fundido y deslaminación del material
Las materias primas húmedas alteran el estado de fusión de la resina PA66 y reducen la adhesión entre la resina y la fibra de vidrio. Se producen aglomerados locales de fibra de vidrio, despegue de resina y deslaminación, formando defectos internos ocultos. Después de la calcinación suele aparecer el amarillamiento de las fibras y residuos impuros, lo que baja considerablemente la pureza del material.
Defectos de apariencia superficial y precisión dimensional
El secado deficiente causa variaciones de presión en el fundido y velocidades de extrusión inestables. Los perfiles obtenidos presentan superficies rugosas, picaduras, vetas de agua y ondulaciones. Además, las desviaciones de rectitud, torsión y grosor de la sección transversal superan los límites establecidos. La inconsistencia dimensional entre lotes impide un ensamblaje preciso de las tiras.
Defectos de degradación del rendimiento y resistencia climática
La humedad retenida dentro del material provoca continuamente el envejecimiento por hidrólisis molecular durante su uso prolongado. Las tiras de ruptura térmica pierden tenacidad y se vuelven frágiles, y su resistencia al envejecimiento térmico disminuye drásticamente, lo que origina fallos como fragilidad, pulverización y fisuración en corto plazo.
II. Riesgos graves para proyectos de puertas y ventanas causados por defectos derivados del secado
En primer lugar, surgen riesgos notorios para la seguridad estructural. El interior poroso de las tiras de ruptura térmica reduce drásticamente su resistencia a la tracción, al viento y a la deformación. Cuando las puertas y ventanas de grandes paneles en edificios de gran altura soportan cargas prolongadas, es muy probable que se produzcan roturas parciales, deformación de perfiles y holguras en las hojas, afectando seriamente la estabilidad estructural.
En segundo lugar, se pierden las propiedades de aislamiento energético y sellado. Los microporos internos generan canales invisibles de convección de aire y aumentan considerablemente el coeficiente de conductividad térmica. Por ello, las tiras dejan de interrumpir el puente térmico, haciendo que las ventanas no cumplan con los criterios de aislamiento térmico y no superen las inspecciones de eficiencia energética. Asimismo, las desviaciones dimensionales y superficies irregulares provocan un ajuste deficiente entre perfiles; con el tiempo aparecen fugas de aire, filtraciones de agua y pérdidas de aislamiento acústico.
Finalmente, abundan los problemas postventa a largo plazo. El envejecimiento por hidrólisis derivado de un secado inadecuado se desarrolla progresivamente. Después de 3‑5 años de uso se manifiestan de forma generalizada fisuras, contracción, deformación y fallos del sellado. Las reparaciones generan gastos elevados y numerosas reclamaciones de obra, perjudicando gravemente la reputación de los fabricantes de puertas y ventanas.
III. Resumen de las prácticas no‑estándar frecuentes en el proceso de secado del sector
Primero, se ajusta la temperatura de secado de forma arbitraria. Una temperatura demasiado baja impide eliminar la humedad completamente, mientras que una temperatura excesiva causa la degradación oxidativa de las materias primas.
Segundo, se reduce el tiempo de secado. Los fabricantes acortan la duración del secado para aumentar la producción, con el resultado de que el material quede seco por fuera pero húmedo por dentro.
Tercero, se emplean equipos deficientes. Sin un sistema de circulación de deshumidificación, el horneado con aire caliente común no logra quitar la humedad fuertemente adherida en su interior.
Cuarto, las materias primas ya secadas permanecen mucho tiempo expuestas al aire, y la humedad reabsorbida no se elimina mediante un reprocesado.
Quinto, los materiales reciclados y húmedos se introducen directamente a producción sin ampliar el tiempo de secado, lo que origina una fabricación masiva de productos defectuosos.
IV. Soluciones de prevención refinada y optimización de procesos para el secado de tiras de ruptura térmica
Actualización de equipos: Sustituir el secado simple por aire caliente por un sistema cerrado de deshumidificación y secado de circulación con temperatura y flujo de aire constantes. Se controla con precisión el rango de temperatura entre 90–110 °C para evaporar completamente la humedad interna profunda y estabilizar el contenido de humedad de la materia prima en ≤ 0,1 %.
Optimización de procesos: Aplicar una gestión diferenciada del tiempo de secado para materiales vírgenes, húmedos y reciclados, evitando criterios de procesamiento uniformes y rígidos. Regular estrictamente el grosor y la disposición por capas del material para garantizar una penetración homogénea del aire caliente y eliminar zonas muertas de deshumidificación. Almacenar el material secado en condiciones herméticas y térmicas para impedir la reabsorción de humedad.
Mejora del control de calidad: Implementar un mecanismo completo de verificación del secado. Analizar el contenido de humedad de la materia prima antes de cada lote de producción y realizar inspecciones por seccionamiento por muestreo para comprobar la compacidad interna y descartar defectos de porosidad. Complementar el control con ensayos de calcinación para verificar la estabilidad del material y evitar el uso de materia prima con secado no conforme en la producción.
V. Valor de la regulación estricta del secado para la mejora de calidad sectorial
El control refinado del proceso de secado representa una actualización fundamental que convierte las tiras de ruptura térmica de productos simplemente funcionales a piezas de alto rendimiento y larga vida útil. Corregir las deficiencias técnicas del secado permite erradicar por completo defectos esenciales como porosidad, burbujas, deformaciones y envejecimiento. Mejora notablemente la uniformidad por lotes, seguridad estructural y resistencia climática a largo plazo de las tiras, ayuda a las empresas de puertas y ventanas a reducir riesgos postventa y elevar la calidad de sus obras, además de impulsar la normalización y perfeccionamiento de los procesos productivos del sector.
Conclusión
Aunque el proceso de secado parece una etapa básica previa a la producción, constituye el factor determinante de la calidad interna de las tiras de ruptura térmica y la barrera fundamental para evitar defectos ocultos. La mayor parte de los problemas de calidad del sector se originan por riesgos latentes como burbujas, porosidad, envejecimiento y deformaciones derivados de un secado no conforme. La normalización de los parámetros de secado, la optimización de los procedimientos y la implementación de inspecciones de calidad rigurosas en esta primera etapa productiva permiten mejorar radicalmente la calidad general de las tiras de ruptura térmica de PA66, y garantizar el funcionamiento seguro, eficiente energéticamente, duradero y estable de las puertas y ventanas de aluminio con ruptura de puente térmico.